مقدمه
تست غیر مخرب از فولادها و سایر مواد و تجهیزات شامل عملیاتی تحلیلی است که برای استفاده از سنجش خواص از مواد ، اجزا ،جوشهای فولاد و عوامل دیگری که باعث صدمه به فولاد می شوند. NDT (Non-Destructive Testing) از تکنیک ها و آزمایشات غیر مخرب برای پیدا کردن عیوب داخلی و سطحی استفاده می کنند .
این عیوب ممکن است سبب اختلال در شرایط تولید شوند.این عیوب سطحی و داخلی باید پیدا شوند و ممکن است در لایه های پایین فولاد یکپارچه باشند و یا ممکن است باعث ایجاد ترک یا حفره و یا دیگر عیوب باشند. NDT تا به حال نتایج صحیح غیر مستقیمی داده است به وسیله تعریف،فولاد مورد نظر را منطبق با شرایط استفاده تست کنید.
NDT از مشاغل فوق تخصصی محسوب می شود که نقش حیاتی را ایفا می کنند. این روش ها نیازمند افراد متخصص هست که واجد شرایط باشند .این روش ها در برخی موارد نیازمند استفاده از تجهیزات پیچیده بوده و روش هایی برای ارزیابی نواحی از اجزای فولاد را مهیا می کند که بررسی آن با چشم غیر مسلح مشکل و یا غیر ممکن است.
این روشNDT برای تشخیص عیب در طول تولید و ساخت و نیز نقص های ایجاد شده در طول ساخت در اجزای فولادی استفاده می شوند. با این حال، شناسایی تمام عیوب ممکن با بررسی یک جز با استفاده از NDT امکان پذیر نیست. تکنیک های مختلفی وجود دارند که می توانند برای ارزیابی مواد و اجزا و یا جوش در فولاد مورد استفاده قرار گیرند. این روش ها شامل چندین عنصر مشترک هستند که شامل موارد زیر هستند:
یک منبع انرژی و یا نوعی ابزار برای جست و جو که موجود است .
وجود یک ناپیوستگی که موجب تغییر در محیط مورد بررسی می شود.
ابزارهایی برای تشخیص خود عیب که این تغییر را به وجود می آورد، وجود دارد.
ابزارهایی برای تشخیص نشانه ای از عیب که این تغییر را به وجود می آورد، وجود دارد.
ابزارهایی برای مشاهده و یا ثبت این نشانه وجود دارد به طوری که در یک تفسیر عیب می تواند انجام شود.
مناسب بودن یک تکنیک مورد استفاده برای یک کاربرد مشخص با در نظر گرفتن مولفه های فوق مشخص می شود. منبع انرژی و یا ابزار جستجو برای آزمایش و تشخیص عیب یا ناپیوستگی جسم مورد نظر مناسب می باشد.ا
گر یک نقص یا ناپیوستگی وجود داشته باشد طوری است که بتواند محیط جست و جو را تغییر دهد یا تغییر دهد. زمانی که تغییر کرد، راهی برای تشخیص این تغییرات وجود دارد. این تغییرات ناشی از ناپیوستگی که به واسطه جست جو گر می باشد برخی نشانه ها را شکل می دهد یا آنها را ثبت می کند.
در نهایت، لازم است که این نشانه ها به منظور تفسیر و دسته بندی ناپیوستگی مورد بررسی قرار گیرند.
هر کدام از این روش ها دارای مزایا و محدودیت هایی هستند که آن را برای یک کاربرد خاص مناسب یا مناسب تر می سازد.
با استفاده از روش های مختلفی که در این روش ها وجود دارد، انتخاب تکنیکی که نتایج لازم را فراهم می کند، مهم است. همچنین می توان از روش های مختلفی استفاده کرد تا اطمینان حاصل شود که ماده یا اجزا برای استفاده مناسب نیست.
روش های مختلفی برای اندازه گیری خوردگی مواد و اجزا فولادی وجود دارد. متدهای NDT که برای ارزیابی مواد ،اجزا و جوش های به کار رفته در فولا بکار می روند که عبارتند از (1)بازرسی چشمی(2)بازرسی مایعات نافذ(3)آزمایش ذرات مغناطیسی(4)پرتونگاری(5)تست مافوق صوت(6)امواج گردابی
معرفی انواع تستهای غیر مخرب
بازرسی چشمی(VT)
بازرسی چشمی پرکاربردترین و و قدیمی ترین نوع بازرسی مشترک است. آن عیوب سطحی با استفاده از چشم تشخیص داده می شود، به هیچ تجهیزات تست ویژه نیاز ندارد (به جز ابزار ساده مانند ذره بین)و می تواند سریع تر و اقتصادی انجام شود. با این حال، به دلیل ماهیت ذهنی بازرسی های چشمی، نتایج بازرسی متفاوت است.
همچنین تشخیص عیب و نقص های ناشی از بازرسی چشمی که با چشم قابل مشاهده نیستند نیز ممکن نیست. سه اصل برای بازرسی چشمی نیاز می باشد(۱)دید قوی و فاصله مناسب تا ناپیوستگی که در حال بررسی را مشاهده کند (۲)روشنایی خوب، نوع صحیح نور(۳)تجربه، تا قادر به تشخیص نوع ناپیوستگی باشد.
مایعات نافذ(PT)
در روش بازرسی مایعات نافذ یک مایع نافذ رنگ برای تشخیص نقص های سطحی توسط اسپری کردن از یک محیط قابل نفوذ در مقابل یک مایع نافذ به کار میرود. سطح فولاد با استفاده از یک مایع تمیز کننده آماده می شود آزمایش انجام می شود و یک مایع نافد برای یک دوره زمانی مشخص شده باقی می ماند (زمان ساکن). سپس مایع نافذ اضافی حذف می شود و یک آشکار ساز بر روی آن ریخته میشود.
آشکار ساز عکس مایع نافذ عمل می کند و مایع نافذ را به بیرون و به خود جذب می کند وعیب را نمایان می سازد.نشانه های به دست آمده حضور عیب را نشان می دهند به طوری که می توان نقص و عیوب را مشاهده کرد که توسط تکنسین مورد ارزیابی قرار داد.روش بازرسی در شکل (2)نشان داده شده است.
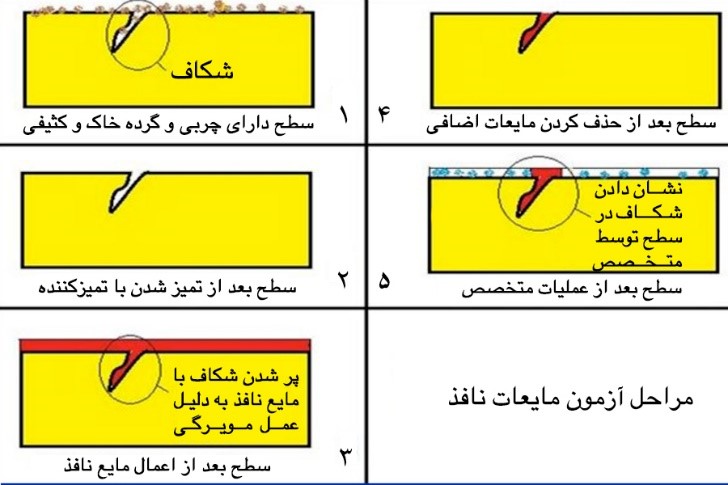
شکل1- مراحل تست مایع نافذ
دو روش وجود دارد که به وسیله هریک آنها طبقه بندی می شوند(1) روشی که مایع نافذ پاک نمی شود (2) و روشی که مایع نافذ اضافی حذف می گردد. نتایج آزمایش مایعات نافذ به دو روش، مرئی و فلورسنت نشان داده می شود. نوع مایع نافذ مریی یک خط قرمز پررنگ یا نشان دهنده عیب در پس زمینه آشکارساز سفید هنگامی که تحت شرایط نوری خوب باشد دیده می شود، را نشان می دهد.
فلورسنت، یک علامت سبز و فلورسنت را در زمان مشاهده زیر نور فرابنفش، تولید می کند. از آنجا که چشم انسان قادر است به آسانی یک نشانه عیب یا خود عیب را در تست فلورسنت دریافت کند این نشانه عیب یا خود عیب در مایع نافذ عادی کمتر پیداست، برای اگر بخواهیم تست را با حساسیت بالاتر صورت گیرد با تست فلورسنت انجام می دهیم .
روش دوم طبقه بندی مایع نافذ براساس روشی است که از طریق آن مایع نافذ اضافی از سطح مورد آزمایش پاک می شود.مایع نافذ حلال و قابل شستشو با آب می باشد.مایع نافذ با استفادده از آب پاک شه و میتوان آن را با فشار کم به صورت اسپری شستشو داد. حذف مایع نافذ به یک حلال برای حذف اضافی از سطح آزمون نیاز دارد.حلال مایع نافذ نیازمند یک حلال جهت پاک کردن مواد اضافی مایع نافذ از سطح مورد آزمایش است.
پس از زمان اثر گذاری و نفوذ مایع نافذ، اضافات آن حذف می شود. این فرآیند ساده، فراگیر و مقرون به صرفه است و می تواند با استفاده از رنگ های روشن یا فلورسنت گسترش یابد. تنها عیب آن این است که فقط می تواند نقص های سطحی را تشخیص دهد. در شکل شماره(23)نمونه های از تست را دید.
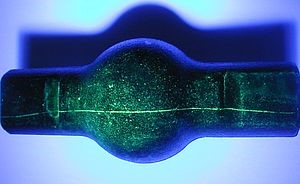
شکل 2- تست مایع نافذ
تست ذرات مغناطیس(MT)
تست ذرات مغناطیسی برای یافتن ناپیوستگی وعیوب سطحی و سطوحی که قابلیت آهن ربایی دارند مانند فولادهای مورد استفاده قرار می گیرد. چنین نواقص موجود در بخش مغناطیسی باعث ایجاد میدان مغناطیسی (شار)می شود در قسمتی که ترک در آن ایجاد شده است. اگر ذرات مغناطیسی به این سطوح اعمال شوند، با نشت شار در جای خود نگه داشته می شوند تا یک نشانه از عیب پدیدار شود.
در حالی که چندین روش مختلف از آزمایش های ذره مغناطیسی می تواند مورد استفاده قرار گیرد، همه آن ها به همین اصل عمومی تکیه دارند. این یک فرآیند بسیار ساده و مقرون به صرفه است. تست ذره مغناطیسی در سطوحی قابل اجراست که قابلیت مگنت شدن را داشته باشته باشند.
این فرایند با استفاده از شار مغناطیسی و یک وسیله به نام یوک قابل حمل که میدان مغناطیسی را تشکیل می دهد درکارگاه بر روی یک نیمکت انجام می گیرد. این نیمکت برای حجم زیادی کار کارآمدتر است.
آزمایش ذرات مغناطیسی فولاد به طور کلی از نوع معینی از آهن ربای الکتریکی انجام می شود. یک آهن ربای الکتریکی بر این اصل تکیه دارد که میدان مغناطیسی مربوط را به هر هادی الکتریکی که وجود دارد را برقرار کند. جریان متناوب (AC)یا جریان مستقیم (DC)می تواند برای القا میدان مغناطیسی به کار رود. میدان مغناطیسی ایجاد شده توسط AC به علت اثر سطحی در سطح جسم مورد آزمایش قوی تر است.
AC همچنین تحرک ذرات بیشتری را در سطح جسم فراهم می کند که به آن اجازه حرکت آزادانه در مکان یابی مناطق نشت شار را می دهد، حتی اگر سطح جسم نامنظم باشد.
جریان مستقیم باعث ایجاد میدان مغناطیسی می شود که دارای قدرت نفوذ بیشتری بوده و می توان از آن برای تشخیص ناپیوستگی سطحی نزدیک استفاده کرد.در شکل (3) نمونه ای از یوک و مواد و نوع آزمایش نشان داده شده است.

شکل3-تست ذرات مغناطیسی
بازرسی پرتونگاری یا رادیوگرافی(RT)
بازرسی پرتونگاری تکنیکی است که مبتنی بر استفاده از طول موج کوتاه الکترومغناطیسی که از مواد فولادی عبور می کند. روش مرسوم رادیوگرافی به این صورت است که پس از عبور اشعه از جسم یک اثر دابر روی فیلم فرآیند تولید یک رکورد دائم در فیلم برداری از اشیا آزمایشی به منظور تشخیص عیوب است.
این کار با نوردهی یک شی تست به صورت الکتریکی تولید شده توسط اشعه های ایکس و یا اشعه های گاما از یک منبع تابش انجام می شود. تشعشع از منبع عبور می کند و در فیلم رادیوگرافی ثبت می شود. فیلم پردازش می شوند توسط تکنیسین واجد شرایط مشاهده می شود که قادر به تشخیص عیب و بی قاعدگی ها مطابق با قوانین و استانداردهای قابل اجرا هستند.
اصل مورد استفاده در این روش این است که اشیا فلزی در نواحی که از ضخامت آن کم شده و یا چگالی ماده پایین تر از دیگر نواحی می باشد اجازه عبور تشعشعات بیشتری را می دهند و بنابراین اشعه کمتری نسبت به سایر نقاط جذب می کند.
تابش، که بعد از عبور از مواد، به فیلم می رسد، تصویر به صورت سایه ای در فیلم شکل ظاهر می شود.نواحی با جذب کم (سرباره، حفره ها، و تخلخل)به عنوان مناطق تاریک در رادیو گرافی ظاهر می شوند در حالی که نواحی با جذب بالا (عناصر متراکم)به عنوان نواحی روشن ظاهر می شوند.
ناپیوستگی های سطحی به آسانی توسط این روش تشخیص داده می شوند، حفره های، کاستی ها، عناصر فلزی و غیر فلزی و ترک ها هستند. پیشرفت های اخیر در بازرسی رادیوگرافی در حال توسعه است ، به صورت دیجیتال است که دیگر نیاز به استفاده از تجهیزات ، فیلم گران قیمت نیست.شکل(4)
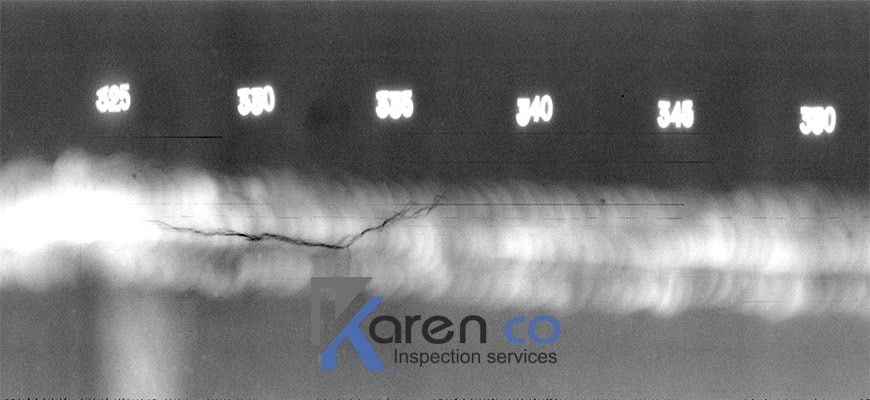
شکل 4-تست رادیوگرافی
تست مافوق صوت یا آلتراسونیک(UT)
آزمایش فراصوت (UT) یک روش بازرسی است که از امواج صوتی فرکانس بالا (فراصوت)استفاده می کند که بالاتر از محدوده شنوایی انسان، اندازه گیری خواص هندسی و فیزیکی در مواد فولادی است. این روش از امواج صوتی تولید شده الکتریکی برای نفوذ در جسم فلزی به منظور تشخیص عیب استفاده می کند. انعکاس صوتی، پس از انکسار و جذب ، سپس بر روی صفحه CRT (لامپ اشعه کاتدی) برای تفسیر نمایش داده می شوند. این فرآیند نیازمند مهارت و تجربه بسیار زیادی به منظور ارائه تفاسیر دقیق تر است.
یکی از مزایای اولیه UT این است که یک تست واقعا حجمی تلقی می شود. اپراتور را با اطلاعاتی که از نوع عیب پیدا می کند نه تنها طول ، بلکه و می تواند مکان یک عیب را تعیین کند. مزیت اصلی UT این است که تنها نیاز به دسترسی به یک طرف ماده مورد آزمایش است. یک مزیت مهم دیگر UTاین است که ، ناپیوستگی بحرانی خطی مانند ترک و عدم ذوب و نواقص را تشخیص می دهد.
UT بسیار حساس به ناپیوستگی هایی است که عمود بر پرتو صوتی قرار دارند. از آنجا که می توان پرتو را از انواع زوایا مورد استفاده قرار داد، UT می تواند ورقه ها ای که دارای تورق و ترک ها می باشد را تشخیص دهد در زمانی که طراحی شده اند وقتی که تشخیص با تست radiographic امکان پذیر نیست UT توانایی نفوذ عمیقی را دارد.
پیشرفت ها در تجهیزات UT شامل آرایه فازی و تکنولوژی سه بعدی (۳ بعدی) که انعطاف و سازگاری UT را برای تمام انواع کار NDT افزایش داده اند.در شکل شماره (5) نمایی از دستگاه و کار با آن را نمایش می دهد.

شکل5-تست مافوق صوت یا آالتراسونیک
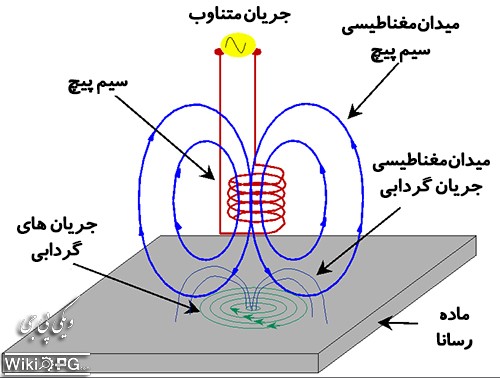
تست جریان گردابی(Eddy Current Test)
در تست جریان گردابی (ET) یک سیم پیچ حامل جریان متناوب نزدیک به سطح نمونه و یا در اطراف نمونه قرار داده می شود. جریان در سیم پیچ جریان گردابی را در نمونه نزدیک به سطح تولید می کند و اینها به نوبه خود بر جریان در سیم پیچ با القا متقابل تاثیر می گذارند.
تغییرات مواد در اثر لرزش در نمونه جریان های گردابی را تحت تاثیر قرار می دهد. بنابراین حضور نقص ها از طریق تغییرات الکتریکی در سیم پیچ حساس انگیز اندازه گیری می شود. می توان هم تغییرات ولتاژ و هم فاز را اندازه گیری کرد، اما برخی ابزارهای ساده فقط تغییرات ولتاژ را اندازه گیری می کنند.
قدرت جریان های گردابی بستگی به رسانایی الکتریکی نمونه، نفوذپذیری مغناطیسی نمونه تست، فاصله بین نمونه و سیم پیچ، فرکانس AC مورد استفاده در سیم پیچ حساس، ابعاد سیم پیچ و نمونه و وجود نقص در فلز دارد. بخش عمده ای از موفقیت تست ET بستگی به جدا کردن اثرات این متغیرها دارد.
اکثر ابزارهای جریان گردابی نیازمند کالیبراسیون بر روی یک مجموعه از نمونه های تست هستند و حساسیت عیب می تواند بسیار بالا باشد. تکنیک تست جریان گردابی برای تشخیص ترک، اندازه گیری ضخامت مواد، اندازه گیری ضخامت پوشش، تعیین عمق پوشش، تندازه گیزی هدایت و انتشار الکتریکی برای شناسایی مواد، تععین عمق، عیوب ریز، ترک های روان، تورق،دوتیکه ای،تورفتگی،نظارت بر عملیات حرارتی، اندازه گیری صدمه در اثر گرما، برخورد سریع اجزای کوچک برای هر دو عیب، تغییر اندازه یا تغییر مواد مورد استفاده قرار می گیرد.
ED یک ابزار مفید برای تشخیص آسیب خوردگی و آسیب های دیگر است که باعث نازک شدن مواد در دیواره های لوله مانند مبدل های حرارتی و لوله های دیگ بخار می شود. جریان گردابی برای سطح و نقص هانزدیک سطحی بسیار خوب است و نسبت به ترک های کوچک و نقص های دیگر حساس است و نیاز به آماده سازی بسیار کمی دارد. تنها محدودیت آن در فلزات دسترسی جستجو گر(پروب) به سطح است.در شکل(7)نمایی از کارایی و دستگاه تست جریان گردابی را نشان می دهد.