


بررسی عیوب شمش در ماشین ریخته گری
دراین مقاله به اختصار، به عیوبی که در حین وبعد ریخته گری شمش در ماشین ریخته گری پیوسته CCM))Continuous Casting Machine به وجود می آید پرداخته می شود.
کلیات: عیب های شمش های ریخته شده به روش پیوسته، در حین انجماد پدید می آیند. این عیب ها، هم در سطح و هم در منطقه های مرکزی فرآورده ریخته گری دیده می شوند و ممکن است بر بازده تولید اثر منفی داشته باشند. در موارد جدی، بروز این عیب ها حتی ممکن است به وقفه در کار ماشین، و در نتیجه کاهش شدید تولید بینجامد. بنابراین مهندسان متالورژی و طراحان واحد ریخته گری باید از دلیل های پیدایش هر عیب و اقدام های مناسب برای جلوگیری از بروز عیب با پیش بینی وقوع آن آگاه باشند.

نامگذاری عیوب شمش
عیوب شمش ها به سه گروه اصلی تقسیم می شوند:
- عیب های درونی Internal defects
- عیب های سطحی Surface defects
- عیب های شکلی (هندسی) Profile defects
1- عیب های درونی:
شامل عیوبی می گردد که در برش عرضی محصول قابل رویت هستند و از سطح معمولاً دیده نمی شوند و در نهایت در تولید محصولات نهایی همچون تیرآهن و میلگرد تأثیرگذار می باشد. ترک های داخلی عموماً طویل تر از ترک های سطحی هستند و منجر به عیوب تورق در محصولات نوردی از جمله تیرآهن و میلگرد می گردد.
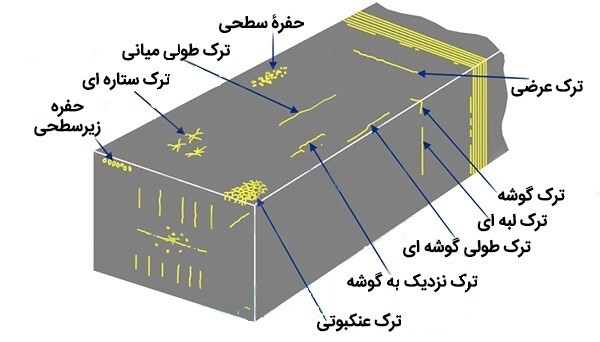
1-1 انواع عیوب داخلی:
– ترک های جدانشینی در مرکز و تخلخل مرکزی (ترک های جدا نشینی، ترک های نیمه طویل)، ترک های سه نقطه ای (ترک های جانبی)
– ترک های قطری (ترکهای کنجی)، آخال های روانساز ریخته گری، آخال های کروی، آخال های خوشه مانند: آخال های زیرسطحی، مک های گازی
|
عیب |
دلایل ایجاد عیب | عامل های مؤثر | راه برطرف کردن عیب |
|
ترک های عرضی دیواره
|
تغییرشکل پوسته شمش |
– وجود گوگرد به مقدار02/0 درصد – شبه حالت ترک های غلتک کشنده – بیش از حد بودن تغییرشکل در حین خمکاری و صافکاری
|
– اصلاح پشتیبان یا هدایت کننده شمش – تعویض غلتک های خمکاری |
| ترک های عرضی غلتک کشنده | بهم فشرده شده شدن پوسته شمش | – سرعت بررسی نشده ریخته گری در هر دو پوسته بالایی و پائینی | – کاهش فشار تماس غلتک ها |
|
ترک های طولی خط مرکزی |
برآمدگی تختالها در ناحیه نوک حوضچه مذاب |
– سرعت ریخته گری و طول ماشین – انقباض در امتداد ضخامت شمش |
– شیبدار کردن غلتک ها، درناحیه نوک حوضچه مذاب – مانند حالت ترک های دیواره |
| ترک های طولی سه نقطهای | برآمدگی وجه پهن شمش | ترکیب شیمیایی فولاد | مانند حالت ترک های دیواره |
|
ترک های طولی کنجها یا لبه ها (ترک های قطری) |
– برآمدگی وجه باریک در شمش ها
– لوزیگونی در شمش ها – سرمایش نایکنواخت |
– شیب وجه باریک
– همراستایی جریان ریزش مذاب و دمای ریخته گری |
– بررسی شیب
– تنظیم نگهدارنده وجه باریک – وارسی سیستم خنک کننده پاششی |
2- عیب های سطحی:
شامل عیوبی که به سطح راه دارند:
1-2 انواع عیوب سطحی:
– ترک های سطحی طولی و عرضی، ترک های ستارهای، مک های سوزنی، کربن دهی، نشانه های نوسان عمیق.
| عیب | دلایل ایجاد عیب | عامل های مؤثر | راه برطرف کردن عیب |
|
ترک های طولی بین لبه های هر وجه |
– عدم یکنواختی سرمایش و پشتیبانی در قالب – فزونی گرفتن تنش از استحکام پوسته شمش
|
– ترکیب شیمیایی فولاد
– دمای ریخته گری – سیستم مذاب رسانی – پهنای شمش – روانساز ریخته گری – وضعیت قالب و همراستای – جذب AL2O3 درروانساز ریخته گری – نوسان |
– اصلاح سطح قالب – وارسی دوباره قالب – تعویض روانساز ریخته گری – وارسی سیستم حفاظت از مذاب |
|
ترک های طولی در کنج ها |
– عدم یکنواختی سرمایش و پشتیبانی در قالب
– فزونی گرفتن تنش از استحکام پوسته شمش
|
– ترکیب شیمیایی فولاد
– دمای ریخته گری – شعاع لبه – شیب قالب – نوسان |
– تعویض قالب های لوله ای
– وارسی شیب سطح باریک – افزایش همراستایی قالب |
|
ترک های عرضی در کنج ها |
– سرمایش بیش از حد شدید و سرمایش موضعی مکرر
– صافکاری و خمکاری در دمای کمتر از800 درجه سانتیگراد |
– ترکیب شیمیایی فولاد
– از لحاظ مقدار C,Mn,V,Nb |
– کاهش شار آب خنک کننده
– وارسی افشانه های آبپاشی |
|
ترک های ستارهای |
– سرمایش بیش از حد و سرمایش مکرر همراه با بازگرمایش
– ترک خوردگی گرمایی ناشی از ساییده شدن مس از قالب |
– همراستایی قالب ها و غلتک های پای قالب
– شیب قالب |
– وارسی پوشش سطح و همراستایی قالب |
3- عیب های هندسی:
عیب های شکلی باعث تغییر شکل در مقطع عرضی از شکل هندسی واقعی محصول می شوند. عیب های زیادی باعث به وجود آمدن عیوب هندسی می شوند، اما عیوب هندسی عموماً با نارسایی و یا غیر یکنواختی سیستم خنک کننده ارتباط دارند. لذا در اغلب اوقات عیوب هندسی با ترکها ظاهر می گردند. سرعت بیش از حد ریخته گری و دمای بیش از اندازه در ریخته گری به همراه عوامل ذکر شده، شرایط را برای ایجاد این عیوب فراهم می سازند و در اخر بر شکل ظاهری محصولات نوردی من جمله تیرآهن و میلگرد نیز تأثیرگذار می باشند.
1-3 انواع عیوب هندسی
تورفتگی های طولی و عرضی، برآمدگی های شمش، تغییرات پهنا، تغییرات ضخامت، خمیدگی و شمشیری شدن، مستقیم نبودن، لوزی گونی، بیضی گونی
4- دلایل ترک خوردگی
در ریخته گری پیوسته، ترک ها هم در سطح و هم در جبهه انجماد دیده می شوند. آنها براثر تنش ها و کرنش های ناشی از بارگذاری گرمایی و یا مکانیکی پدید می آیند. تنشی که ماده در معرض آن قرار می گیرد، درهنگام گذر آن از گستره دمایی نامساعد اهمیت ویژهای می یابد. گستره دمایی در مورد ترک خوردگی سطحی 800 تا 900 درجه سلسیوس است.
در حالیکه ترک های داخلی در دماهایی نزدیک به دمای منحنی انجماد فولاد رخ می دهند. در هنگام برخورد با پدیده هایی که پیوند بین دانه ای را ضعیف می کند، نیز باید به دقت مراقب بود. فلزات زود گداز از قبیل مس، برنج و قلع که از سطح می گذرند و به مرز دانه ها می رسند، چینن اثری دارند. بر اثر وجود لایه Fes یا آخالهای (Fe, Mn)s که در مرز دانه ها، رسوب کرده باشند نیز ترک خوردگی درونی شتاب می گیرد.
شمش در طول حرکات خود از قالب تا مشعل برش در معرض بارهایی قرار می گیرد که اگر تنش ها و کرنش های ناشی از آنها برای مقطع و فولاد مورد نظرخیلی زیاد شود، به معیوب شدن فرآورده منجر می شود.
پدیده های بارگذاری که در این مسیر رخ می دهند عبارتند از:
- برآمدگی پوسته شمش براثر فشار فراستاتیکی
- واپیچش پوسته شمش مثلاً لوزی گون یا بیضی گون شدن آن
- تنش های کششی ناشی از نیروهای بیرون کشی و یا اصطحکاک قالب
- خمکاری پوسته شمش از حالت عمودی به فوس دار
- صافکاری پوسته شمش یا شمش منجمد شده به حالت افقی
- خمکاری پوسته شمش بر اثر ناهمراستایی غلتک های راهنما
- خمکاری پوسته شمش به وسیله غلتک های تغییر شکل یافته
*ممکن است تنش های ایجاد شده بر اثر پدیده های مکانیکی به وسیله تنش های حرارتی (گرمایی) اضافی تشدید شوند.
5- روباره ها
روباره ها شبیه به تکه های یخ بر سطح فلز مذاب زیر لایه روانساز ریخته گری شناورند و هنگامیکه به پوسته منجمد شده می رسند به آن می چسبند و همراه آن بیرون کشیده می شوند. تشخیص وجود آنها در سطح رشته دشوار است و معمولاً از روی بی نظمی های ایجاد شده در نشانه های نوسان آخال های سربارهای درشت و نیز حفره های باز می توان به وجود آنها پی برد. دلیل تشکیل روباره کم بودن تلاطم در سطح مذاب در قالب و پایین بودن دمای ریخته گری است. زاویه مدخل های جانبی نازل های مستغرق، تأثیر بسیار زیادی بر تشکیل روباره دارد.
نویسنده: مهندس سید ابراهیم علم بلادی مدیرکارخانه شرکت ذوب آهن بیستون






