

آشنایی با سیستم های تولید صنعتی
در گذشته، هنر دست انسان در ساخت کالاهای صنعتی نقش اساسی داشت. روش ها معمولا متکی بر مهارت دست انسان بود که در کارگاه های کوچک انجام می گرفت و محصولات، حداقل با استانداردهای امروزه، نسبتا ساده بودند. با گذشت زمان، کارخانه ها به وجود آمدند که دارای کارگران زیادی در محلی مشخص هستند که کارها باید به جای استفاده از هنر دست کارگران، توسط ماشین ها انجام شود.
به تدریج محصولات و در نتیجه فرایندهای ساخت آنان پیچیده تر شدند. کارگران می بایست در وظایف شان تخصص پیدا کنند. آن ها به جای شرکت در کل فرایند ساخت محصول، فقط مسئول بخش کوچکی از فرایند کلی هستند. برنامه ریزی های پیشانگر بیشتری لازم است و هماهنگی بیشتر بین عملیات ها باید صورت گیرد تا بتوان جریان کار در کارخانه را دنبال کرد.
با این مقدمه کوتاه می توان گفت که “سیستم تولید” در ساخت و تولید پیشرفته یک ضرورت است. “سیستم تولید” مجموعه ای از افراد، تجهیزات و فرایندهایی است که برای انجام عملیات ساخت در یک کارخانه سازماندهی شده اند. سیستم تولید دارای دو جزء اصلی است که در شکل 1 نشان داده شده است:
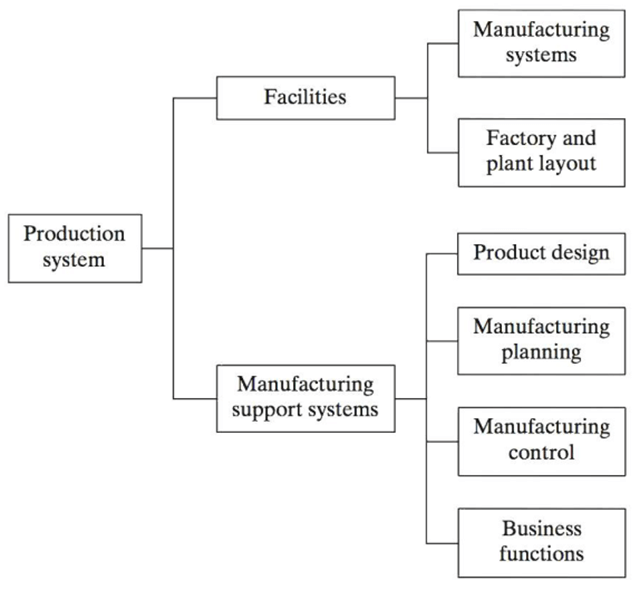
شکل 1- یک سیستم تولیدی متشکل از دو بخش اصلی “امکانات“ و “سیستم های پشتیبان ساخت“ می باشد.
امکانات: امکانات فیزیکی سیستم تولید شامد تجهیزات و نحوه چیدمان تجیهزات و کارخانه ای است که تجهیزات در آن قرار دارند.
سیستم های پشتیبان ساخت:
این ها فرایندهایی هستند که توسط کارخانه برای مدیریت تولید و حل مسائل تکنیکی و لجستیکی در سفارش مواد، حرکت محصول در کارخانه و اطمینان از رسیدن محصول به استانداردهای کیفی استفاده می شوند. طراحی محصول و بعضی از عمکردهای تجاری در این “سیستم های پشتیبان ساخت” انجام می شوند.
در علملیات های پیشرفته ساخت، بخش هایی از سیستم تولید به صورت اتوماتیک انجام می شود. همچنین باید دقت شود که سیستم تولید شامل تعدادی از افراد نیز هست. افرادی که باعث می شوند این سیستم کار کند. به طور کلی تعدادی از کارگران به صورت مستقیم مسئول کار با تجهیزات هستند و تعدادی از افراد متخصص، مسئول “سیستم های پشتیبان ساخت” هستند.
1- امکانات:
امکانات سیستم تولید شامل کارخانه، ماشین آلات تولید، ابزارها، تجهیزات حمل مواد، تجهیزات بازرسی و سیستم های کامپیوتری هستند که عملیات های ساخت را کنترل می کنند. امکانات همچنین شامل “چیدمان کارگاه“، یعنی نحوه ای که تجهیزات از نظر فیزیکی در کارخانه چیده شده اند، می شود. تجهیزات معمولا در “سیستم های ساخت“ سازماندهی می شوند که شامل گروه بندی منطقی تجهیزات و کارگران است تا عملیات های مونتاژ و فرآوری قطعات و محصولات ساخته شده در کارخانه انجام شود. “سسیتم های ساخت” می تواند یک سلول کاری انفرادی باشد که شامل یک ماشین تولیدی و کارگری است که با این ماشین کار می کند. یا سیستم های ساخت پیچیده تر که شامل مجموعهای از تجهیزات و کارگرانی است که مثلا در یک خط تولید کار می کنند. “سیستم های ساخت” در تماس فیزیکی مستقیم با قطعات تولید یا مونتاژی هستند.
از نظر مشارکت انسان در فرایندهای انجام شده در سیستم های ساخت سه نوع اصلی را می توان برشمرد که در شکل 2 نیز نشان داده شده اند. الف- سیستم های با کار دستی، ب- سیستم های کارگر- ماشین، ج- سیستم های خودکار
سیستم های با کار دستی:
این سیستم ها شامل یک یا چند کارگر است که یک یا چند کار را بدون کمک گرفتن از ابزارهای برقی انجام می دهند.
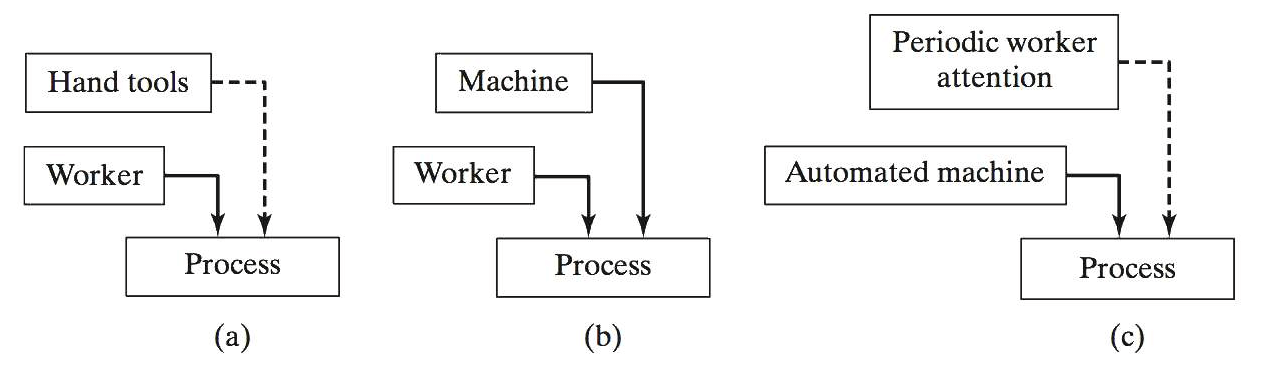
شکل 2- سه نوع متفاوت از سیستم های ساخت به ترتیب از سمت چپ: a– سیستم های با کار دستی b-سیستم های کارگر-ماشین
حمل دستی مواد یکی از کارهای رایج در این نوع سیستم ساخت است. عملیات تولیدی معمولا نیازمند استفاده از ابزارهای دستی مانند پیچ گوشتی و چکش است. در هنگام استفاده از این ابزارهای دستی معمولا از یک نگهدارنده قطعه استفاده می شود تا قطعه را در موقعیت مناسب به طور امن محکم بگیرد. نمونه های زیر مثال هایی از عملیات های تولیدی دستی هستند که شامل استفاده از ابزارهای دستی هستند:
- کارگری که با استفاده از یک سوهان تیزی لبه های یک قطعه مستطیلی که فرزکاری شده است را می گیرد.
- یک بازرس کنترل کیفیت که با استفاده از یک میکرومتر قطر یک شفت را اندازه می گیرد.
- یک کارگر حمل مواد که با استفاده از بارکش دستی کارتن ها را در انبار جابجا می کند.
- یک مجموعه از کارگران که قطعات یک ماشین را با استفاده از ابزارهای دستی مونتاژ می کنند.
سیستم های کارگر-ماشین:
در این نوع سیستم های ساخت، یک کارگر با تجهیزات برقی نیرومند مانند یک ماشین ابزار یا دیگر ماشین های تولیدی کار می کند. “سیستم های کارگر-ماشین” یکی از پر استفاده ترین سیستم های ساخت هستند. “سیستم های کارگر-ماشین” شامل ترکیبی از یک یا چند کارگر و یک یا چند تجهیز هستند. در این سیستم ها کارگرها و ماشین ها با هم ترکیب شده اند تا از مزیت های نسبی هر کدام استفاده بهتری شود. نمونه های زیر مثال هایی از سیتم های کارگر- ماشین هستند:
- یک کارگر که با ماشین تراش در حال ساخت یک قطعه است.
- یک اپراتور که با کمک یک ربات صنعتی در یک واحد جوشکاری کار می کند.
- مجموعه از کارگران که با استفاده از یک دستگاه نورد، تختال های فلزی را تبدیل به ورق های تخت می کنند.
- یک خط تولید که محصولات را با کانوایر جابجا می کند و کارگران در ایستگاه های مختلف با استفاده از ابزارآلات برقی کارهای مربوط به فراوری یا مونتاژ محصول را انجام می دهند.
سیستم های خودکار:
یک سیستم ساخت اتوماتیک سیستمی است که یک فرایند به وسیله یک ماشین بدون مشارکت مستقیم یک کارگر انجام می شود. اتوماسیون با استفاده از یک برنامه مدون ترکیب شده با سیستم کنترلی که دستورها را اجرا می کند، اعمال می شود.
همیشه یک مرز واضح بین سیستم های کارگر-ماشین و سیستم های اتوماتیک وجود ندارد، زیرا بسیاری از سیستم های کارگر-ماشین همراه با درجه ای از اتوماسیون می باشند. معمولا بین دو سطح از اتوماسیون تمایز قائل می شویم، سطح شبه اتوماتیک و سطح کاملا اتوماتیک. یک ماشین شبه اتوماتیک قسمتی از چرخه کاری را تحت یک سری برنامه کنترلی انجام می هد و یک کارگر باید در هر چرخه یک دخالت انجام دهد به عنوان مثال با بارگذاری یا بار برداری خاصی. در عوض، یک ماشین کاملا اتوماتیک برای بازه زمانی طولانی می تواند بدون نیاز به نظارت و دخالت انسانی کار کند. منظور از زمان طولانی، زمان های بیشتر از سیکل کاری است؛ یعنی نیاز نیست که یک کارگر در طول چرخه کاری حاضر باشد. در عوض ممکن است نیاز به دخالت کارگر بعد از مثلا چند ده چرخه یا حتی چند صد چرخه باشد. یک مثال از این نوع سیستم های تولید، کارگاه های قالب تزریقی هستند که ماشین چرخه های زیادی را اجرا می کند، اما نیاز است بعد از تعدادی چرخه قطعات قالب گیری شده جمع شوند.
در برخی فرآیندهای کاملا اتوماتیک، به حضور یک یا چند کارگر نیاز است تا به طور مرتب بر عملکرد نظارت کنند و اطمینان حاصل کنند که فرایند مطابق جزئیات مورد نظر عمل می کند. مثال های این نوع فرایند های کاملا اتوماتیک شامل فرآیندهای شیمایی پیچیده، پالایشگاه ها و نیروگاه های هسته ای هستند. در این سیستم ها، کارگران فعالانه در فرایند مشارکت ندارند مگر برای انجام تنظیمات چند وقت يك بار در تجهیزات، اعمال مراقبت های دوره ای و یا دخالت سریع در هنگام وقوع خطا.
2- سیستم های پشتیبان ساخت:
برای اینکه امکانات تولید به طور بهینه کار کنند، کارخانه باید به نحوی ساماندهی شود که بتواند تجهیزات و فرایند ها را طراحی کند، سفارشات تولید را برنامه ریزی و کنترل کند و در نهایت نیازمندی های کنترل کیفیت را برآورده کند. این عملیات ها به وسیله “سیستم های پشتیبان ساخت” انجام می شوند، یعنی افراد و فرایندهایی که به وسیله آن ها کارخانه عملیات تولید را مدیریت می کند. اغلب این سیستم های پشتیبان به طور مستقیم در تماس با محصول نیستند، اما آن ها حرکت محصول در کارخانه را برنامه ریزی و کنترل می کنند.
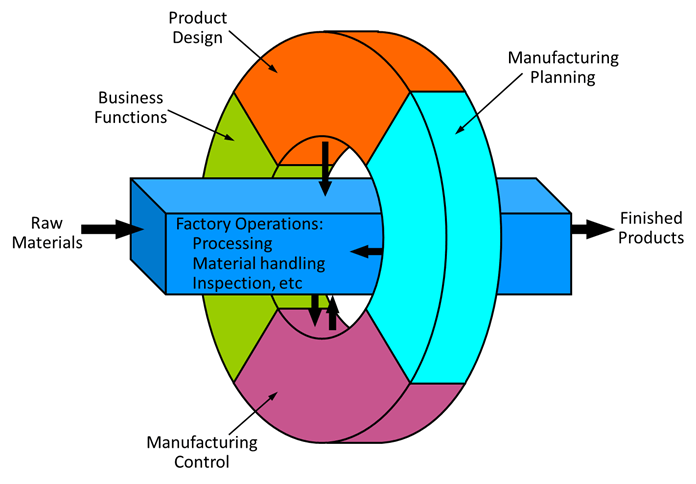
می توان گفت اگرچه عملیات اصلی تولید در سیستم های ساخت انجام می شود، یعنی محلی که قطعه اولیه یا خام به محصول نهایی تبدیل می شود؛ اما این فرایند نیازمند حضور و کارکرد سیستم های پشتیبان ساخت است آن طور که در شکل 3 نشان داده شده است.
 .
.
شکل 3- فرایند اصلی تولید که در سیستم های ساخت انجام می شود نیازمند سیستم های پشتیبان ساخت است.
این سیستم های پشتیبان ساخت شامل یک توالی از فعالیت ها هستند که در شکل 4 نشان داده شده اند. این فعالیت ها شامل چهار عملکرد هستند که عمدتا شامل فرآوری داده ها و جریان اطلاعات است : 1. عملکردهای مالی، 2. طراحی محصول، 3. برنامه ریزی ساخت، 4. کنترل ساخت.

شکل 4- توالی فعالیت های فرآوری-اطلاعات در یک کارخانه تولیدی معمول
2-1 عملکردهای مالی
عملکردهای مالی اصلی ترین ابزارهایی هستند که به وسیله آن ها کارخانه با مشتری ارتباط برقرار می کند. به این دلیل، عملکردهای مالی ابتدا و انتهای توالی اطلاعات-فرآوری هستند. در این حوزه مسائلی مانند فروش و بازاریابی، پیش بینی میزان فروش، ورودی سفارش و صورتحساب مشتریان قرار دارد.
سفارش تولید یک محصول معمولا از مشتری شروع می شود و از طریق بخش فروش، در کارخانه جریان می یابد. سفارش تولید معمولا در یکی از سه حالت خواهد بود: 1. سفارش برای ساخت یک قلم مطابق جزئیات مورد نظر مشتری، 2. سفارش مشتری برای خرید محصولات تولیدی کارخانه، 3. سفارش یک شرکت داخلی بر اساس پیش بینی تقاضای آینده برای محصولات تولیدی کارخانه.
2-2 طراحی محصول
اگر محصول مطابق طراحی مشتری ساخته شود، طبعا طراحی به وسیله مشتری فراهم شده است و بخش طراحی محصول کارخانه درگیر فرایند طراحی نمی شود. اگر محصول قرار است مطابق مشخصات مورد نظر مشتری تولید شود، بخش طراحی محصول کارخانه ممکن است مطابق یک قرارداد مسئولیت طراحی و همین طور ساخت آن را برعهده بگیرد.
اگر محصول، تولیدی خود کارخانه است بخش ساخت مسئول توسعه و طراحی است. توالی رخدادهایی که طراحی یک محصول تازه را شروع می کند از بخش فروش آغاز می شود. بخش طراحی محصول ممکن است شامل واحدهای تحقیق و توسعه، مهندسی طراحی و حتی ساخت نمونه اولیه باشد.
2-3 برنامه ریزی ساخت
اطلاعات و نقشه هایی که طراحی محصول را شکل می دهند وارد حوزه “برنامه ریزی ساخت” می شوند. فعالیت های اطلاعات-فرآوری در بخش “برنامه ریزی ساخت” شامل برنامه ریزی فرایند، برنامه زمانبندی پایه، برنامه ریزی مواد لازم و برنامه ریزی ظرفیت است.
2-3-1 برنامه ریزی فرایند
برنامه ریزی فرایند شامل مشخص کردن توالی عملیات های فرآوری و مونتاژ لازم برای تولید قطعه است. واحد مهندسی ساخت مسئول برنامه ریزی فرايندها و جزئیات فنی مربوط مانند تهیه ابزارهای لازم است. برنامه ریزی ساخت شامل مقولات لجستیکی می شود که معمولا تحت عنوان برنامه ریزی تولید شناخته می شود.
2-3-2 برنامه زمانبندی پایه
مجوز تولید محصول باید در “برنامه زمانبندی پایه” منعکس شود که شامل لیست محصولاتی است که باید ساخته شوند، زمان هایی که آن ها باید تحویل داده شوند و تعدادی از هر کدام که باید تولید شود. بر پایه این “برنامه زمانبندی پایه” قطعات ابتدایی و مونتاژهای اولیه لازم برای ساخت هر محصول باید برنامه ریزی شوند. مواد خام باید خریداری شوند یا از انبار درخواست داده شوند، قطعات لازم از تامین کننده گان سفارش داد شود و همه این موارد باید طوری برنامه ریزی شود که در هنگام نیاز در دسترس باشند.
2-3-3 برنامه ریزی مواد لازم
محاسبات لازم برای برنامه زمانبندی پایه به وسیله “برنامه ریزی مواد لازم” انجام می شود. علاوه بر این، باید دقت شود که برنامه زمانبندی پایه نباید تعداد محصول و تجهیزات و نیروی انسانی را لیست کند که بیشتر از توان تولید کارخانه در ماه است.
2-3-4 برنامه ریزی ظرفیت
برنامه ریزی ظرفیت منابع انسانی و تجهیزات موجود را مشخص می کند تا اطمینان حاصل شود که برنامه تولید عملی و در دسترس است.
2-4 کنترل ساخت
کنترل ساخت شامل مدیریت و کنترل عملیات های فیزیکی در کارخانه است تا برنامه ساخت اجرا شود. همانطور که در شکل 4 نشان داده شده است جریان اطلاعات از طرف برنامه ریزی به کنترل است. همچنین یک سری اطلاعات بین واحد “کنترل ساخت” و سیستم های ساخت مبادله می شود. این بخش شامل کنترل در کارگاه، کنترل موجودی انبار و کنترل کیفیت است.
1-2-4 کنترل در کارگاه
کنترل در کارگاه با مسئله مانیتورینگ پیشرفت محصول در حین فرآوری، مونتاژ، جابجایی و بازرسی سر و کار دارد. کنترل در کارگاه همچین از این نظر که مواد در حال فرآوری بخشی از موجودی می باشند با مقوله کنترل موجودی در ارتباط است و تا حدی با این مقوله همپوشانی دارد.
2-2-4 کنترل موجودی انبار
کنترل موجودی انبار تلاش می کند یک تعادل مناسب بین ریسک موجودی پایین (همراه با امکان کمبود مواد انبار) و هزینه های نگهداری موجودی زیاد، برقرار کند. این بخش با مقولاتی مانند تصمیم گیری درباره مقادیر مناسب از موادی که باید سفارش داده شوند و زمان باز سفارش یک قلم وقتی که موجودی آن پایین است، سر و کار دارد.
3-2-4 کنترل کیفیت
در بخش کنترل کیفیت باید اطمینان حاصل شود که کیفیت محصول و اجزای آن منطبق بر استانداردهایی است که به وسیله طراح محصول تعیین شده اند. برای انجام این ماموریت، کنترل کیفیت بستگی به فعالیت های بازرسی دارد که در زمان های مختلف در طول ساخت محصول انجام می شوند. گاهی اوقات مواد اولیه و اجزای تامین شده از منابع خارجی در هنگام ورود بازرسی می شوند. همچنین بازرسی نهایی و تست محصول تمام شده برای اطمینان از کیفیت عملکردی و ظاهر محصول انجام می شود. کنترل کیفیت همچنین شامل جمع آوری داده ها و روش های های حل مساله برای رفع مشکلات فرآوری مرتبط با کیفیت نیز می باشد.






